Hướng dẫn hàn cáp quang sử dụng máy hàn cáp quang Fujikura FSM-50S
Hàn cáp quang sử dụng máy hàn cáp quang Fujikura FMS-50S từng bước một cách chi tiết nhất
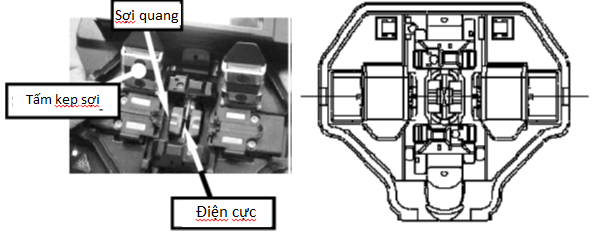
Nguyên lý hoạt động và cấu tạo của máy hàn cáp quang:
Máy hàn quang dựa trên nguyên lý đốt nóng chảy sợi quang bằng cách phóng hồ quang điện để có thể gắn kết hai sợi quang vào với nhau
 |
 |
Ngoài ra còn có các thiết bị khác cần có trong quán trình hàn nối cáp:
- Ống co nhiệt :để gia cố mối hàn
- Bộ dụng cụ tuốt vỏ sợi quang
- Dao cắt sợi quang
- Bộ dụng cụ làm sạch sợi quang: cồn và khăn lau
Quy trình hàn nối sợi quang:
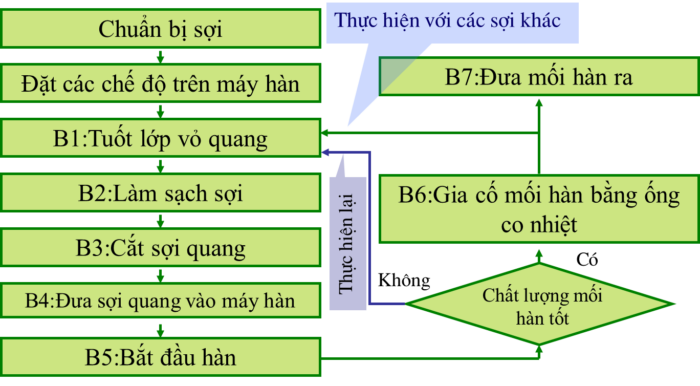
Quy trình hàn nối sợi quang
Chuẩn bị sợi quang:
- Sử dụng các dụng cụ như kìm cắt ,cắt bỏ từ 1-2 m cáp ở phần đầu sợi quang để loại bỏ các lỗi gẫy dập sợi quang trong quá trình thi công
- Lồng các gá hoặc chốt hãm cáp vào sợi cáp quang
- Bóc tách phần vỏ cáp để tách riêng các ống chứa sợi quang ra khỏi phần nhựa bảo vệ và các lớp giấy hoặc nilong quấn bên trong cáp.Phần cáp được bóc ra có chiều dài từ 1,5-2m. Yêu cầu các ống chứa sợi quang không bị gẫy dập
- Cắt bỏ các ống đệm không chứa sợi quang ,yêu cầu cắt sát lớp vỏ bảo vệ tại vị trí mổ cáp
- Cắt bỏ phần lõi gia cường của cáp, phần lõi còn lại từ 10-15cm tính từ phần vỏ bảo vệ cáp tại vị trí mổ cáp
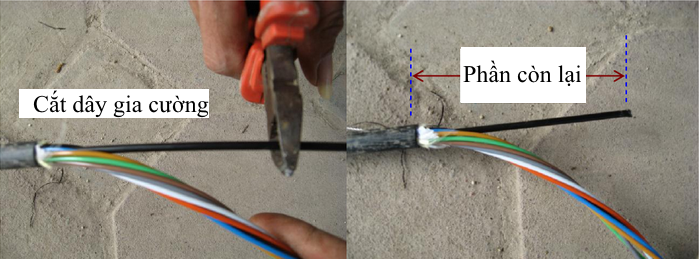
Kỹ thuật cắt dây gia cường
Đặt các chế độ trên máy hàn cáp quang
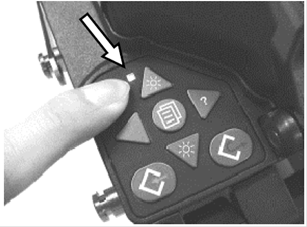
Bật nguồn máy hàn cáp quang
Chế độ hàn
- Chọn chế độ hàn thích hợp cho các loại sợi quang cần hàn. Chế độ hiện tại được hiển thị trên màn hình “READY”.
- Chế độ AUTO được khuyến nghị cho các loại sợi SM, DS, NZDS và MM. Việc cân chỉnh hồ quang sẽ được thực hiện tự động cho phù hợp với tiến trình hàn.
Chế độ gia nhiệt
- Lựa chọn chế độ gia nhiệt thích hợp với loại ống co nhiệt bảo vệ mối hàn. Chế độ gia nhiệt được hiển thị trên màn hình “READY”.
- Để thay đổi chế độ hàn, bấm phím mũi tên sang trái tại màn hình “READY”. Để thay đổi chế độ nung, bấm mũi tên sang trái lần nữa. Màn hình sẽ chuyển lần lượt vào chế độ [Splice Mode Select] và [Heater Mode Select].
Chuẩn bị sợi quang để tiền hành hàn nối
Luồn ống co nhiệt vào sợi quang: Luồn một trong hai sợi quang vào ống co nhiệt (Fiber protection sleeve).
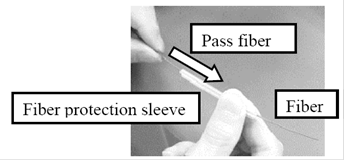
Luồn sợi quang vào ống co nhiệt
Tuốt và làm sạch sợi: Tuốt lớp áo ngoài sợi quang khoảng 30 đến 40 mm đầu sợi bằng dụng cụ tuốt sợi. Làm sạch kỹ lưỡng sợi bằng gạc tẩm hay vải mỏng tẩm cồn. Cồn sử dụng phải là loại 99% trở lên.
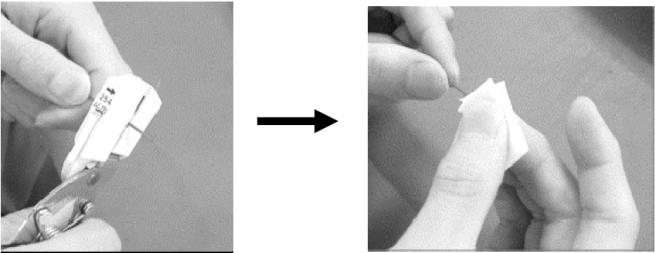
Tuốt và làm sạch sợi quang
Cắt phẳng đầu quang:

Các bước cắt sợi quang
- Để mở khoá an toàn của dao, sau đó mở nắp dao
- Đặt phần sợi đã tuốt vào rãnh chữ V trên dao cắt. Điều chỉnh chiều dài thích hợp.
- Ấn lắp dao từ từ cho đến khi lưỡi dao trượt đến vị trí sợi quang.
- Ấn lắp dao nhanh khi lưỡi dao cắt qua sợi quang.
- Thả nắp dao từ từ. Lò so hồi vị sẽ đẩy nắp dao mở ra.
- Lấy phần cắt bỏ ra và vứt bỏ vào nơi an toàn.
- Mở kẹp giữ sợi quang và lấy sợi ra
- Sau khi dùng xong dao, khoá dao bằng cách ấn nắp dao xuống và kéo chốt đến vị trí “lock”.
Quá trình hàn sợi quang:
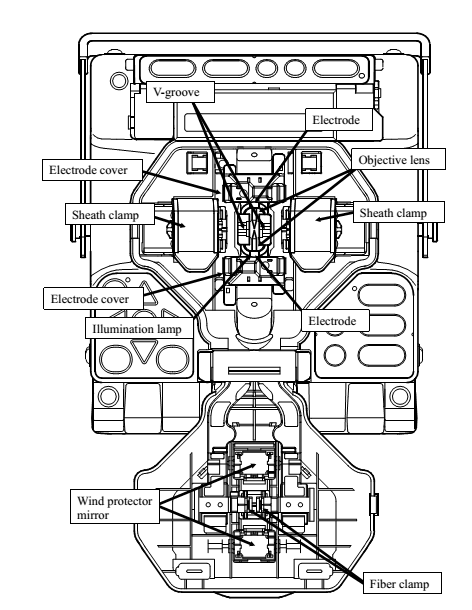
Đưa sợi quang vào máy hàn cáp quang
- Mở lắp khoang hàn (wind protector) và mở các tấm kẹp giữ sợi quang (Sheath clamp).
- Đặt các sợi quang đã được chuẩn bị vào rãnh chữ V, vị trí đầu các sợi quang phải nằm giữa rãnh chữ V và đầu của điện cực.
Đặt sợi quang vào khoang hàn
-
Giữ sợi quang bằng các ngón tay và đóng các tấm kẹp sợi để giữ chặt sợi quang. Đảm bảo rằng sợi được đặt đúng khe rãnh chữ V. Nếu sợi không nằm đúng vị trí này, phải đặt lại sợi quang.
-
Tiếp theo, đặt sợi còn lại vào rãnh chữ V bên kia như trong bước 3.
-
Đóng nắp khoang hàn.
Tiến trình hàn sợi quang
Để bảo đảm mối hàn tốt, các sợi quang phải được theo dõi bằng hệ thống xử lý hình ảnh nằm trong máy hàn. Tuy nhiên, trong một số trường hợp, hệ thống xử lý ảnh không thể phát hiện ra mối hàn có khiếm khuyết. Giám sát thị giác cùng với màn hình là cần thiết để có mối hàn chất lượng tốt. Quy trình hoạt động chuẩn được mô tả dưới đây.
Kiểm tra sợi quang bằng hình ảnh
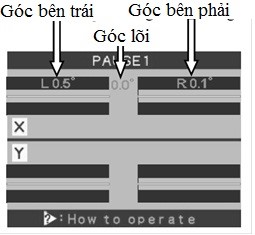
Các sợi đưa vào máy hàn được dịch chuyển qua lại. Sợi được dịch chuyển tiến đến phía trước dừng tại một khoảng cách rất gần ngay sau khi công đoạn làm sạch bằng hồ quang được thực hiện. Tiếp theo, góc cắt và chất lượng bề mặt cắt được kiểm tra. Nếu góc cắt vượt qua ngưỡng cho phép hoặc phát hiện thấy có vết trên bề mặt sợi thì máy hàn sẽ cảnh báo với người khai thác bằng thông báo trên màn hình và tiếng kêu. Tiến trình hàn sẽ được dừng lại. Nếu không có thông báo lỗi, các trạng thái đầu sợi dưới đây sẽ được dùng để kiểm tra hình ảnh. Nếu giám sát thấy các tình trạng này, lấy sợi ra khỏi máy hàn để tuốt và cắt sợi lại. Các hình ảnh này cũng có thể gây ra do lỗi của máy hàn.

Các lỗi cắt sợi quang
Sau khi kiểm tra sợi, các sợi được căn chỉnh lõi và vỏ của hai sợi. Độ lệch giữa hai lõi và hai vỏ được hiển thị.
Sau khi hoàn thành căn chỉnh sợi, công đoạn phóng hồ quang được thực hiện để hàn các sợi quang.
Suy hao mối hàn được hiển thị khi hoàn thành công đoạn hàn. Suy hao mối hàn được tính toán trên cơ sở độ chính xác kích thước như đường kính trường mode, … Nếu cả góc cắt và suy hao đánh giá đều vượt quá ngưỡng cho phép, thông báo lỗi sẽ hiển thị. Nếu phát hiện mối hàn có các bất thường như: “mỏng”, “dày”, “bong bóng” thì thông báo lỗi sẽ được hiển thị. Nếu không có báo lỗi nhưng hình ảnh mối hàn bất thường, cũng phải thực hiện hàn lại.
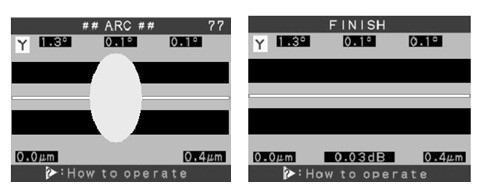
Hoàn thành mối hàn
Suy hao mối hàn có thể được cải thiện trong một số trường hợp bằng cách phóng hồ quang bổ xung. Bấm nút ARC để phóng hồ quang thêm một lần nữa. Suy hao mối hàn được tính toán lại và mối hàn cũng được kiểm tra lại.
Các lỗi có thể xảy ra, nguyên nhân và cách khắc phục
|
Dấu hiệu lỗi |
Nguyên nhân |
Cách xử lý |
|
Lệch trục lõi
|
Bẩn trên rãnh chữ V hoặc trên hạt kẹp sợi |
Làm sạch rãnh chữ V và hạt kẹp sợi |
|
Lệch góc lõi |
Bẩn trên rãnh chữ V hoặc trên hạt kẹp sợi |
Làm sạch rãnh chữ V và hạt kẹp sợi Kiểm tra bề mặt cắt sợi, cắt lại |
|
Chất lượng bề mặt vết cắt sợi kém |
||
|
Chệch lõi |
Bẩn trên rãnh chữ V hoặc trên hạt kẹp sợi |
Làm sạch rãnh chữ V và hạt kẹp sợi |
|
Cong lõi |
Chất lượng bề mặt vết cắt sợi kém |
Kiểm tra bề mặt cắt sợi, cắt lại Tăng [Prefuse Power] hoặc [Prefuse Time] |
|
Hồ quang làm mềm đầu sợi (prefuse) quá yếu công suất quá thấp hoặc thời gian quá ngắn. |
||
|
Lỗi ghép MDF |
Công suất hồ quang quá yếu |
Tăng [Arc Power] |
|
Bốc cháy trong mối hàn |
Chất lượng bề mặt vết cắt sợi kém |
Kiểm tra dao cắt, cắt lại Làm sạch kỹ sợi hoặc tăng [Cleaning Arc Time] |
|
Bụi bẩn còn sót lại sau khi làm sạch |
||
|
Bong bóng trong mối hàn |
Chất lượng bề mặt vết cắt sợi kém |
Kiểm tra bề mặt cắt sợi, cắt lại Tăng [Prefuse Power] và/hoặc [Prefuse Time] |
|
Hồ quang làm mềm đầu sợi (prefuse) quá yếu công suất quá thấp hoặc thời gian quá ngắn. |
||
|
Chia tách |
Độ ấn hai đầu sợi trong khi phóng hồ quang quá nhỏ |
Thực hiện cân chỉnh motor [Motor calibration] Giảm [Prefuse Power] và/hoặc [Prefuse Time] |
|
Hồ quang làm mềm đầu sợi (prefuse) quá mạnh công suất quá cao hoặc thời gian quá dài. |
||
|
Mối hàn quá dầy |
Độ ấn hai đầu sợi trong khi phóng hồ quang quá lớn |
Giảm Overlap và thực hiện cân chỉnh motor [Motor Calibration] |
|
Mối hàn quá mỏng |
Công suất hồ quang không đủ |
Thực hiện [Arc Calibration] |
Bài viết liên quan

Tin tức HOT